احصل على عرض أسعار
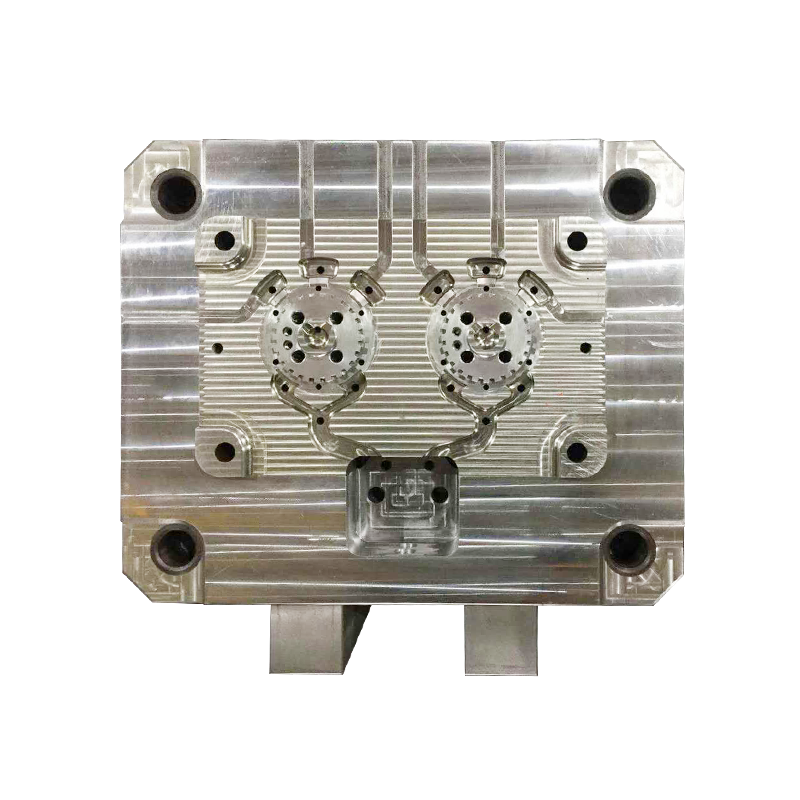
صب قطع غيار السيارات يمثل التطبيق الأساسي لتكنولوجيا صب سبائك الألومنيوم عالي الضغط في صناعة السيارات. من خلال القوالب الدقيقة، تتم تعبئة الألومنيوم المنصهر بسرعة وتشكيله تحت ضغط عالٍ لإنتاج مبيت ومكونات هيكلية معقدة ودقيقة الأبعاد وذات سطح أملس في عملية واحدة. بالمقارنة مع التجميعات التقليدية الملحومة بالفولاذ، فإن مصبوبات الألومنيوم تحقق تخفيضات في الوزن بنسبة 40% إلى 60%، مما يثبت نفسها كعملية تصنيع مهيمنة للمكونات المهمة بما في ذلك كتل المحرك، ومبيتات علبة التروس، والمشتتات الحرارية لمصابيح الشوارع LED، وأغطية محركات السيارات ذات الطاقة الجديدة، وأجسام الصمامات. باعتبارها شركة تصنيع قوالب صب معتمدة من IATF16949، فإن Ningbo Jieda Moulding & Machine Co., Ltd تدير سلسلة من آلات صب القوالب الأوتوماتيكية Lijin تتراوح من 1600T إلى 200T إلى جانب أكثر من 80 مجموعة من معدات التصنيع CNC الدقيقة، وتنفيذ إدارة الحلقة المغلقة بدءًا من تصميم القالب وحتى تسليم المنتج النهائي.
تهيمن تقنية صب قوالب الألومنيوم على صناعة السيارات نظرًا لمزاياها المتكاملة عبر أداء المواد وكفاءة التشكيل والتحكم في التكلفة. تبلغ كثافة سبائك الألومنيوم 2.7 جم/سم مكعب فقط، أي أقل من ثلث كثافة الفولاذ، مما يتيح خفة الوزن بشكل كبير في الأجزاء الهيكلية ذات الجدران الرقيقة مثل أغطية علبة التروس وأغطية نهاية المحرك. يحقق الصب بالضغط العالي سرعات تعبئة تتراوح من 30 إلى 60 م/ث، مع دورات إنتاج قطعة واحدة تتراوح عادةً من 30 إلى 90 ثانية، مما يجعله مثاليًا للتصنيع الآلي بكميات كبيرة. توفر قوالب الصب دقة الأبعاد من CT6 إلى CT8 وخشونة السطح من Ra3.2 إلى 6.3، مما يتطلب حدًا أدنى من السماح بالتصنيع ويحقق معدلات استخدام عالية للمواد.
| عامل المقارنة | صب الألومنيوم | صب الرمل التقليدي | ختم ولحام الصلب |
| وزن جزء واحد | تخفيض بنسبة 40% إلى 60% | مماثل | خط الأساس |
| الحد الأدنى لسماكة الجدار | يمكن تحقيقه عند 2.0 ملم | عادة فوق 4 ملم | محدودة بختم القيود |
| دقة الأبعاد | CT6 إلى CT8 | CT10 إلى CT12 | يعتمد على التحكم في تشوه اللحام |
| زمن دورة الإنتاج | 30 إلى 90 ثانية لكل جزء | عدة ساعات لكل قالب | تراكم عملية متعددة |
| خشونة السطح | Ra3.2 إلى 6.3 | Ra12.5 إلى 25 | Ra6.3 إلى 12.5 |
البيانات الموجودة في الجدول توضح أن صب الألومنيوم بالقالب يتمتع بمزايا لا يمكن استبدالها في الجدران الرقيقة، الدقة العالية، والتشكيل السريع. بأخذ أغطية محركات السيارات ذات الطاقة الجديدة كمثال، يتيح صب الألومنيوم بالقالب التحكم في سمك الجدار في حدود 2.5 مم، مما يقلل الوزن الإجمالي بنسبة 45% تقريبًا مقارنة بمحاليل الحديد الزهر. تعمل عملية الصب بالقالب المتكاملة على التخلص من مخاطر الختم المرتبطة باللحام، في حين يمكن تشكيل قنوات مياه التبريد مباشرة داخل القالب، مما يعزز كفاءة التبديد الحراري للمحرك.
تغطي تطبيقات صب أجزاء السيارات الآن أربعة قطاعات رئيسية: أنظمة توليد القوة، وأنظمة النقل، وأنظمة الشاسيه، وهياكل الجسم. في أنظمة المحرك، تعمل المكابس المصنوعة من الألومنيوم وأغطية رأس الأسطوانة ومشعبات السحب على تقليل الكتلة الترددية بشكل فعال وتحسين الاقتصاد في استهلاك الوقود. في تطبيقات ناقل الحركة، لا تقلل أغطية علبة التروس المصنوعة من الألومنيوم المصبوب من وزن التجميع فحسب، بل تعمل أيضًا على تعزيز التوصيل الحراري الفائق لتسهيل تبريد زيت التروس وتمديد فترات استبدال مواد التشحيم.
لقد فتح التطور السريع لمركبات الطاقة الجديدة فرص نمو جديدة لتكنولوجيا الصب بالقالب. تعتمد علب المحرك، والألواح الطرفية لحزمة البطارية، ومرفقات وحدة التحكم في الغالب حلول صب قوالب الألومنيوم. على سبيل المثال، تتطلب أغلفة المحركات قنوات مياه تبريد متكاملة وأكتاف تثبيت داخليًا، وتتميز بهياكل معقدة تتطلب متطلبات إغلاق عالية. يتيح الصب بالقالب تشكيل مقاطع قناة المياه دفعة واحدة، مما يقلل من عمليات التشغيل الآلي ومخاطر التسرب. علاوة على ذلك، فإن التطبيقات عبر الصناعة مثل المشتتات الحرارية لمصابيح الشوارع LED وأجسام الصمامات الهوائية تعتمد على الخبرة الناضجة في صب قوالب السيارات، وذلك باستخدام معامل التوصيل الحراري العالي للألمنيوم لتبديد الحرارة بكفاءة.
| نظام التطبيق | أجزاء القالب النموذجية | درجة المادة | متطلبات الأداء الأساسية |
| نظام المحرك | المكابس، أغطية رأس الأسطوانة، أوعية الزيت | A380، ADC12 | قوة درجات الحرارة العالية، مقاومة التآكل |
| نظام النقل | مبيت علبة التروس، مبيت القابض | A380، AlSi10MnMg | الصلابة، الختم، التوصيل الحراري |
| مجموعة نقل الحركة للطاقة الجديدة | مبيت المحرك، لوحات نهاية البطارية | AlSi10MnMg، A365 | الموصلية الحرارية، التدريع EMI، ضيق الهواء |
| نظام الهيكل | مفاصل التوجيه، وأقواس ذراع التحكم | A356، السي 7 ملغ | قوة التعب، وصلابة التأثير |
| هيكل الجسم | فواصل الأعمدة وأبراج الصدمات | AlSi10MnMg | تحطم امتصاص الطاقة، وموثوقية الاتصال |
ومن الجدير بالذكر أن الإنجازات في تكنولوجيا الصب بالقالب المتكاملة مكنت من تشكيل مجموعات الأرضية الخلفية من طراز Tesla Model Y والمكونات الهيكلية الكبيرة جدًا المماثلة في عملية صب واحدة. يقوم هذا النهج بدمج أكثر من 70 جزءًا فرديًا مختومًا وملحومًا في قالب صب واحد، مما يبسط سلاسل التوريد وعمليات التجميع بشكل كبير. يشير هذا الاتجاه إلى أن تكنولوجيا الصب بالقالب تتطور من التصنيع أحادي المكون إلى الأجزاء الهيكلية المتكاملة واسعة النطاق.
يعتمد صب الأجزاء الأوتوماتيكية عالي الجودة على التنسيق المنهجي بين تصميم القالب ومعلمات الصب وعمليات ما بعد المعالجة. أثناء مرحلة تصميم القالب، يحدد موضع البوابة وقنوات التهوية وتخطيط دائرة التبريد بشكل مباشر مدى اكتمال الملء ومعدلات المسامية الداخلية. تتيح منصات تصميم CAD/CAE/CAM المتكاملة محاكاة افتراضية لتدفق الألومنيوم، وانكماش التصلب، وتوزيع الضغط الحراري، مما يسمح بالتعرف المبكر على مخاطر العيوب بما في ذلك انحباس الغاز، والإغلاق البارد، والتكسير الساخن.
التحكم الدقيق في معلمات الصب بالقالب أمر بالغ الأهمية بنفس القدر. بالنسبة لآلات الصب بالقالب الأوتوماتيكية فئة 1600 طن، تشتمل نوافذ المعالجة النموذجية على: درجة حرارة الألومنيوم المنصهر من 680 إلى 720 درجة مئوية، ودرجة حرارة القالب من 180 إلى 240 درجة مئوية، وضغط الحقن من 60 إلى 100 ميجا باسكال، مع ضبط أوضاع التبديل عالية السرعة بدقة وفقًا لسمك جدار الجزء. تزيد درجة حرارة الألومنيوم المفرطة من احتواء الأكسيد وميول لحام القالب، بينما تؤدي درجة حرارة القالب غير الكافية إلى إغلاق بارد وعلامات تدفق السطح. وبالتالي، فإن التحكم المنسق بين وحدات درجة حرارة القالب وآلات الصب بالقالب يشكل الأساس لتناسق الدفعة.
تشمل عمليات ما بعد المعالجة إزالة البوابة، والمعالجة الحرارية، والتصنيع الدقيق، وتشطيب السطح. تعمل المعالجة الحرارية T6 على تحسين قوة الشد لمواد A356 بشكل كبير من حوالي 180 ميجا باسكال في حالة الصب إلى أكثر من 310 ميجا باسكال. بالنسبة لمكونات منع التسرب الحرجة مثل مبيت علبة التروس وأجسام الصمامات، يعد اختبار التسرب بنسبة 100% إلزاميًا، مع أجهزة كشف التسرب بمطياف كتلة الهيليوم القادرة على تحديد التسربات الدقيقة عند مستويات 1×10⁻⁵Pa·m³/s.
في حين تهيمن سبائك الألومنيوم على المكونات الهيكلية الكبيرة للسيارات، فإن صب الزنك يحافظ على قيمة فريدة في الأجزاء الصغيرة الدقيقة. تبلغ نقطة انصهار سبائك الزنك حوالي 420 درجة مئوية، وهي أقل بكثير من سبائك الألومنيوم، مما يؤدي إلى انخفاض التحميل الحراري على القوالب وإطالة عمر القالب ليصل إلى 500000 إلى 1000000 دورة، مقارنة بـ 100000 إلى 200000 دورة قبل الإصلاح الشامل لقوالب صب قوالب الألومنيوم. تحقق مصبوبات الزنك دقة أبعاد أعلى عند مستويات CT4 إلى CT5، مع أسطح مناسبة للطلاء بالكروم الزخرفي المباشر، والذي يتم تطبيقه بشكل شائع على آليات قفل أبواب السيارات والشعارات الزخرفية والموصلات الدقيقة في التطبيقات الصغيرة ذات القيمة المضافة العالية.
ومع ذلك، فإن كثافة سبائك الزنك التي تبلغ 6.7 جم/سم مكعب تبلغ حوالي 2.5 مرة من كثافة الألومنيوم، مما يحد من تطبيقها في الهياكل الأولية للسيارات خفيفة الوزن. لذلك، عادةً ما يتخذ مصنعو قوالب الصب قرارات اختيار المواد بين الألومنيوم والزنك بناءً على أبعاد الأجزاء، وأهداف الوزن، والمتطلبات الوظيفية: تعطي العلب الكبيرة والمكونات الهيكلية الأولوية لسبائك الألومنيوم، في حين أن مكونات النقل الدقيقة الصغيرة والأجزاء الزخرفية قد تأخذ في الاعتبار حلول قوالب صب قوالب الزنك.
عند اختيار موردي قوالب صب أجزاء السيارات، يوصى بالتقييم عبر ثلاثة أبعاد: أنظمة الجودة، وقدرات المعدات، والفرق الفنية. أولاً، تعمل شهادة IATF16949 بمثابة عتبة الدخول لسلاسل توريد السيارات، حيث تتطلب من الموردين تنفيذ إدارة المخاطر عبر عمليات تطوير التصميم والإنتاج والخدمة. ثانيًا، تحدد حمولة قوة التثبيت لآلة الصب القالب الحد الأقصى للمساحة المتوقعة للأجزاء القابلة للإنتاج؛ تغطي معدات فئة 1600 طن معظم أغطية علبة التروس وأغطية المحركات، في حين تتطلب المكونات الهيكلية المتكاملة الكبيرة جدًا آلات يزيد وزنها عن 6000 طن.
تمثل القدرة على تصميم القالب الداخلي مؤشرًا أساسيًا آخر. يمكن للمصنعين المجهزين بأكثر من 80 مركز تصنيع CNC وآلات EDM ومعدات قطع الأسلاك إكمال العملية الكاملة لتصميم القالب والتصنيع والتجميع والإنتاج التجريبي في الموقع، مما يؤدي إلى تقصير دورات تطوير المنتجات الجديدة. بالإضافة إلى ذلك، تضمن تكوينات المختبر التي تتميز بمقاييس الطيف وأنظمة الفحص بالأشعة السينية وآلات القياس المنسقة إمكانية تتبع البيانات بالكامل بدءًا من استلام المواد الخام وحتى شحن المنتج النهائي.
هل أنت مستعد ل تعاون مع جيدا؟
* بريدك الإلكتروني آمن معنا ، نحن لا نتعمل على البريد العشوائي.
منتجات
معلومات الاتصال
nbjd011@126.com
+86-574-86115705
رقم 58 Mold Road ، Daqi Technology Industrial Zone ، Beilun District ، Ningbo