احصل على عرض أسعار
في التصنيع الصناعي الحديث أجزاء المحرك يموت الصب تطورت من عمليات الصب التقليدية إلى تكنولوجيا تصنيع عالية الدقة وعالية الكفاءة. حاليًا، يتوسع السوق العالمي لقطع غيار السيارات بمعدل نمو سنوي مركب يبلغ 5.8% ، ومن المتوقع أن يتجاوز حجم السوق 42 مليار دولار بحلول عام 2028. لا تعمل تقنية الصب بالقالب على تحسين الكثافة ودقة الأبعاد لأجزاء المحرك بشكل كبير فحسب، بل تتحكم أيضًا في معدلات الخردة أدناه 1.5% من خلال الإنتاج الآلي، مما يجعلها حلقة رئيسية لا يمكن الاستغناء عنها في سلسلة توريد تصنيع المحركات.
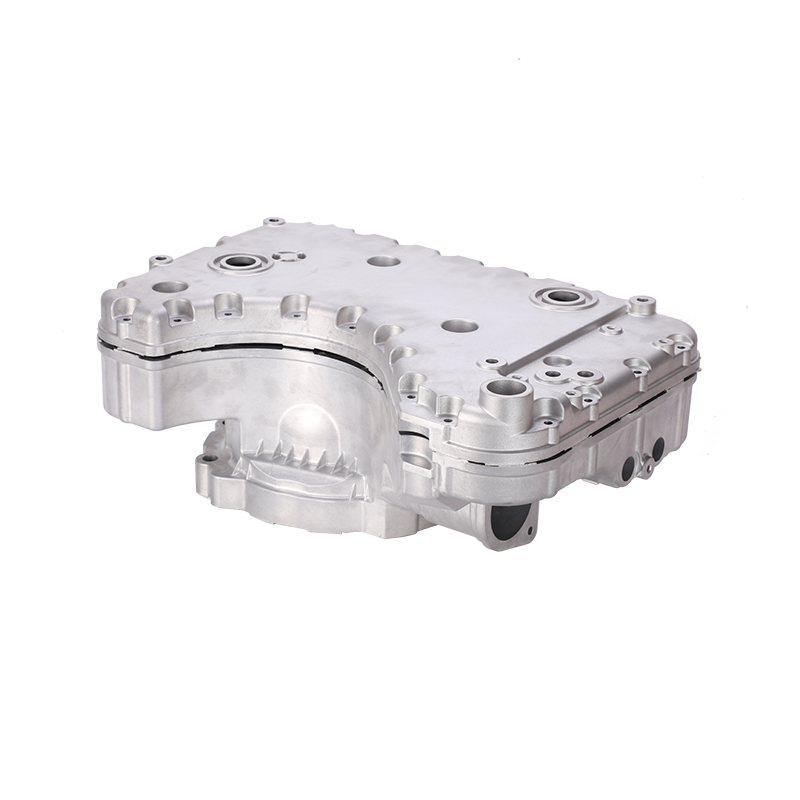
بالنسبة للمصنعين، فإن إتقان عمليات الصب بالقالب المتقدمة يعني الحصول على مزايا ثلاثية في جودة المنتج، وتكاليف الإنتاج، ودورات التسليم. بأخذ أغطية المحركات المصنوعة من سبائك الألومنيوم كمثال، بعد اعتماد الصب بالضغط العالي، يمكن تقليل سمك الجدار إلى أقل من ذلك 2.5 ملم يتم تخفيض الوزن بنسبة أكثر من 30% ، وتتحسن كفاءة تبديد الحرارة 20% - تحدد مؤشرات الأداء هذه بشكل مباشر الميزة التنافسية للمحركات في مركبات الطاقة الجديدة وتطبيقات الأتمتة الصناعية.
لقد مرت عملية تصنيع أجزاء المحرك بثلاث مراحل رئيسية. المرحلة الأولى هي الصب بالجاذبية، والتي تعتمد على الوزن الذاتي للمعدن المنصهر لملء القالب. إنها مناسبة للأجزاء ذات الهياكل البسيطة ومتطلبات الدقة المنخفضة، ولكنها تعاني من معدلات مسامية عالية وضعف خشونة السطح. المرحلة الثانية هي الصب بالضغط المنخفض، حيث يتم دفع المعدن المنصهر بسلاسة إلى القالب عن طريق ضغط الهواء، مما يقلل المسامية إلى 3%-5% ، ومع ذلك لا تزال أقل من متطلبات أجزاء المحرك الدقيقة.
المرحلة الثالثة، وهي تكنولوجيا الصب بالقالب عالي الضغط السائدة حاليًا، تحقق ضغوط حقن تبلغ 30-150 ميجا باسكال . يملأ المعدن المنصهر تجويف القالب بسرعة تحت ضغط عالٍ، مع تقصير أوقات التبريد إلى 3-8 ثواني ودورات الإنتاج تصل 30-60 ثانية لكل طلقة . بأخذ أغطية نهاية المحرك كمثال، يمكن لمنتجات الصب بالضغط العالي التحكم في تفاوتات الأبعاد داخلها ± 0.05 ملم ، مع قيم خشونة السطح Ra أدناه 1.6 ميكرومتر ، تلبي تمامًا متطلبات الدقة لتجميع المحرك.
تعمل الصناعة حاليًا على تسريع انتقالها نحو خلايا الصب الذكية. يدمج نظام الصب بالقالب الذكي الكامل مراقبة درجة الحرارة في الوقت الفعلي، وتحليل منحنى الضغط، واستخراج الأجزاء تلقائيًا. تشير البيانات إلى أنه بعد إدخال أنظمة التحكم الذكية في درجة الحرارة، تم تقليل تقلبات درجة حرارة سائل الألومنيوم من ±15 درجة مئوية إلى ±3 درجة مئوية . يؤدي التحسن الناتج في استقرار الأبعاد إلى تقليل بدلات المعالجة اللاحقة بمقدار 40% ، وخفض تكاليف التصنيع لكل جزء من خلال 12%-18% .
تعتمد مراقبة الجودة في صب أجزاء المحرك على التنظيم الدقيق لمعلمات العملية المتعددة. يقارن الجدول التالي كيفية تأثير إعدادات المعلمات المختلفة على العيوب النموذجية:
| معلمة العملية | النطاق الموصى به | العيوب الأولية المرتبطة | مستوى التأثير |
|---|---|---|---|
| درجة حرارة سائل الألمنيوم | 660-720 درجة مئوية | يغلق الباردة، لحام | عالية |
| درجة حرارة العفن | 180-260 درجة مئوية | المسامية والشقوق الساخنة | عالية |
| سرعة الحقن | 2-6 م/ث | انحباس الهواء، شوائب أكسيد | متوسطة عالية |
| تكثيف الضغط | 30-80 ميجا باسكال | انكماش المسامية، وعدم كفاية الكثافة | عالية |
| وقت السكن | 3-10 ثواني | انكماش المسامية، وانحراف الأبعاد | متوسط |
كما هو مبين في الجدول، درجة حرارة سائل الألومنيوم ودرجة حرارة العفن وضغط التكثيف هي المعلمات الأساسية الثلاثة التي تؤثر على جودة صب أجزاء المحرك. أخذ قالب صب غلاف المحرك كمثال، عندما تنخفض درجة حرارة القالب إلى أقل من ذلك 180 درجة مئوية ، ترتفع معدلات عيوب الإغلاق البارد إلى أعلى 8% ; عندما يكون ضغط التكثيف غير كاف عند 30 ميجا باسكال ، قد تتجاوز مسامية الانكماش الداخلي 5% ، مما يؤثر بشكل خطير على أداء ختم المحرك وكفاءة تبديد الحرارة.
في مجال صب أجزاء المحرك، تمثل سبائك الألومنيوم أكثر من ذلك 85% من حصة السوق، مع كون ADC12 وA380 هما الدرجات الأكثر استخدامًا. يحتوي ADC12 على محتوى من السيليكون 9.6%-12.0% ، مما يوفر سيولة ممتازة مناسبة لتصنيع أغطية نهاية المحرك المعقدة ذات الجدران الرقيقة وصناديق التوصيل؛ تحتوي طائرة A380 على نسبة من النحاس 3.0%-4.0% ، مع وصول قوة الشد 320 ميجا باسكال مما يجعلها مناسبة أكثر لأقواس وقواعد المحركات المعرضة لأحمال ميكانيكية عالية.
ومع ذلك، تواجه سبائك الألومنيوم التقليدية اختناقات في التوصيل الحراري. الألومنيوم النقي لديه الموصلية الحرارية 237 واط/(م·ك) بينما ينخفض ADC12 إلى حوالي 96 واط/(م·ك) بسبب محتواه العالي من السيليكون. ولمواجهة المتطلبات العالية لتبديد الحرارة لمحركات السيارات التي تعمل بالطاقة الجديدة، تعمل الصناعة على الترويج لسبائك الألومنيوم منخفضة السيليكون وعالية التوصيل الحراري، والتي يمكن أن تزيد من التوصيل الحراري إلى 150-170 واط/(م·ك) مع الحفاظ على سيولة الصب كافية.
كثافة سبائك المغنيسيوم فقط 64% تلك المصنوعة من سبائك الألومنيوم (1.81 جم/سم3 مقابل 2.71 جم/سم3)، مما يدل على إمكانات هائلة في تخفيف وزن المحرك. يمكن أن تكون علب المحرك مصبوبة من سبائك المغنيسيوم AZ91D 25%-30% أخف وزنًا من إصدارات الألومنيوم، بينما تتحسن القوة المحددة (نسبة القوة إلى الكثافة) بأكثر من ذلك 15% . حاليًا، حققت أجزاء المحرك المصبوبة من سبائك المغنيسيوم تطبيقات دفعة في بعض أدوات الطاقة المتطورة ومحركات الطائرات بدون طيار، مع معدلات نمو سنوية تتجاوز 12% .
تمثل قوالب الصب بالقالب البوابة الأولى التي تحدد جودة أجزاء المحرك - حيث تؤثر دقة التصميم وعمر الخدمة بشكل مباشر على تكاليف الإنتاج واتساق المنتج. بالنسبة لقالب الصب بالقالب لغطاء المحرك، يجب التحكم في خشونة سطح التجويف أدناه را 0.4 ميكرومتر ، مع الوصول إلى دقة التخليص المناسب 0.02 ملم المستوى.
اختيار القالب الفولاذي أمر بالغ الأهمية بنفس القدر. لقد أصبح فولاذ أداة العمل الساخن H13، بمقاومته الممتازة للتعب الحراري، المادة الرئيسية لقوالب صب أجزاء المحرك، مع التحكم في الصلابة عادةً عند لجنة حقوق الإنسان 44-48 . في ظل ظروف الاستخدام والصيانة العادية، يمكن أن يكتمل قالب H13 80,000-120,000 دورات الصب يموت. مع تكنولوجيا معالجة نيترة السطح المتقدمة، يمكن إطالة عمر القالب إلى أكثر من ذلك 150,000 دورة ، مما يقلل من تكلفة استهلاك القالب لكل طلقة 35% .
تصميم البوابات هو التكنولوجيا الأساسية في هندسة القوالب. بالنسبة لأغطية نهاية المحرك ذات سمك الجدار غير المتساوي، يتم اعتمادها بوابات المروحة جنبا إلى جنب مع التكثيف المحلي تمكن العمليات المعدن المنصهر من إكمال ملء التجويف بداخله 0.3 ثانية ، وتجنب بشكل فعال انحباس الهواء الدوامة. تظهر بيانات الإنتاج الفعلية أن التصميم الأمثل للبوابات يمكن أن يقلل من معدلات عيوب المسامية 4.2% إلى الأسفل 1.1% .

يعتمد اكتشاف العيوب الداخلية لأجزاء المحرك بشكل أساسي على الفحص بالأشعة السينية وتكنولوجيا الأشعة المقطعية الصناعية. بالنسبة لأغطية محركات مركبات الطاقة الجديدة، فإن معايير الجودة القياسية الصناعية هي: عدم تجاوز قطر المسام الفردي 1.0 ملم ، وإجمالي مساحة المسام يمثل أقل من 2% من منطقة المقطع العرضي. الأشعة المقطعية الصناعية عالية الدقة (القرار 5μm ) تمكن 100% الفحص المضمن، مع دورات الفحص المتزامنة مع دورات إنتاج الصب بالقالب، مما يضمن عدم هروب العيوب.
تتطلب أجزاء المحرك المصبوبة عادةً تصنيعًا دقيقًا لتحقيق أبعاد التجميع النهائية. بأخذ العلب الحاملة للمحرك كمثال، يتم الاحتفاظ بالفراغات المصبوبة 0.8-1.2 ملم بدل التصنيع، وبعد المعالجة باستخدام الحاسب الآلي، يتم التحكم في تحمل الاستدارة في الداخل 0.01 ملم ، مع خشونة السطح رع أدناه 0.8 ميكرومتر ، تلبية متطلبات الدقة لتحمل التداخل.
بالنسبة للمعالجة السطحية، تعتمد علب المحركات عمومًا عمليات الطلاء الأنودة أو الطلاء الكهربي. يتم التحكم في سمك الفيلم المؤكسد عند 8-15 ميكرومتر زيادة صلابة السطح إلى ما فوق جهد عالي 300 ، مع توفير عزل ممتاز ومقاومة للتآكل. بالنسبة لأجزاء المحرك للاستخدام الخارجي، تتجاوز متطلبات اختبار رش الملح 500 ساعة بدون صدأ أحمر، مما يشكل تحديات مزدوجة لكثافة الصب وعمليات معالجة السطح.
تواجه صناعة صب أجزاء المحرك ثلاثة اتجاهات مهمة:
بالنسبة للمصنعين، تتطلب معالجة هذه الاتجاهات استثمارًا متزامنًا في تحديث المعدات، والبحث والتطوير في المواد، والتحول الرقمي. الشركات المجهزة بآلات الصب الكبيرة المذكورة أعلاه 800 طن إن إتقان تكنولوجيا تكرير الألومنيوم المعاد تدويره وإنشاء قواعد بيانات كاملة للعمليات سوف يكتسب مزايا تنافسية كبيرة في السوق خلال الفترة القادمة 3-5 سنوات .
هل أنت مستعد ل تعاون مع جيدا؟
* بريدك الإلكتروني آمن معنا ، نحن لا نتعمل على البريد العشوائي.
منتجات
معلومات الاتصال
nbjd011@126.com
+86-574-86115705
رقم 58 Mold Road ، Daqi Technology Industrial Zone ، Beilun District ، Ningbo