احصل على عرض أسعار
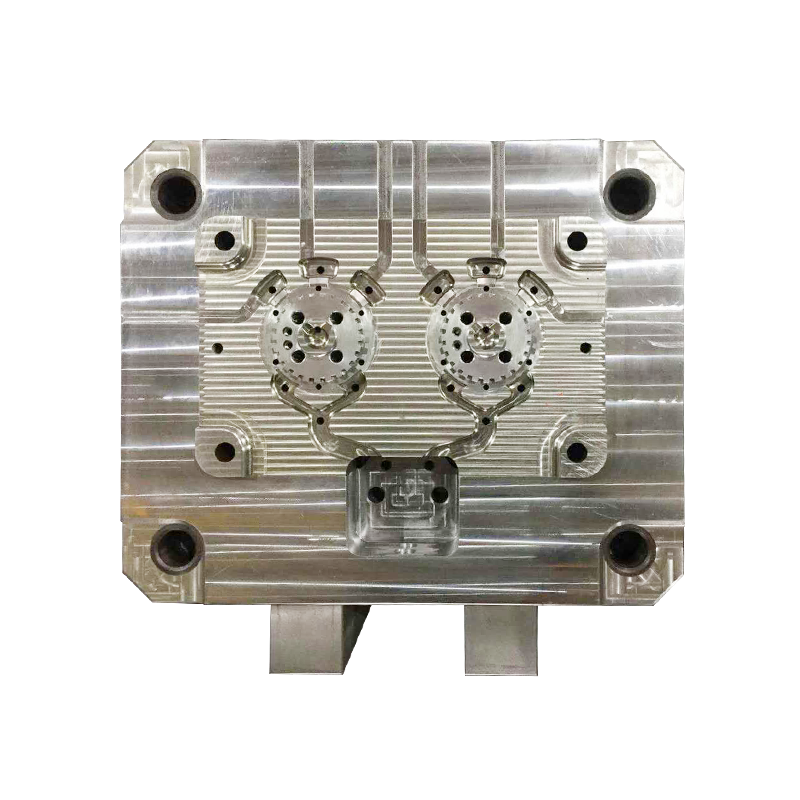
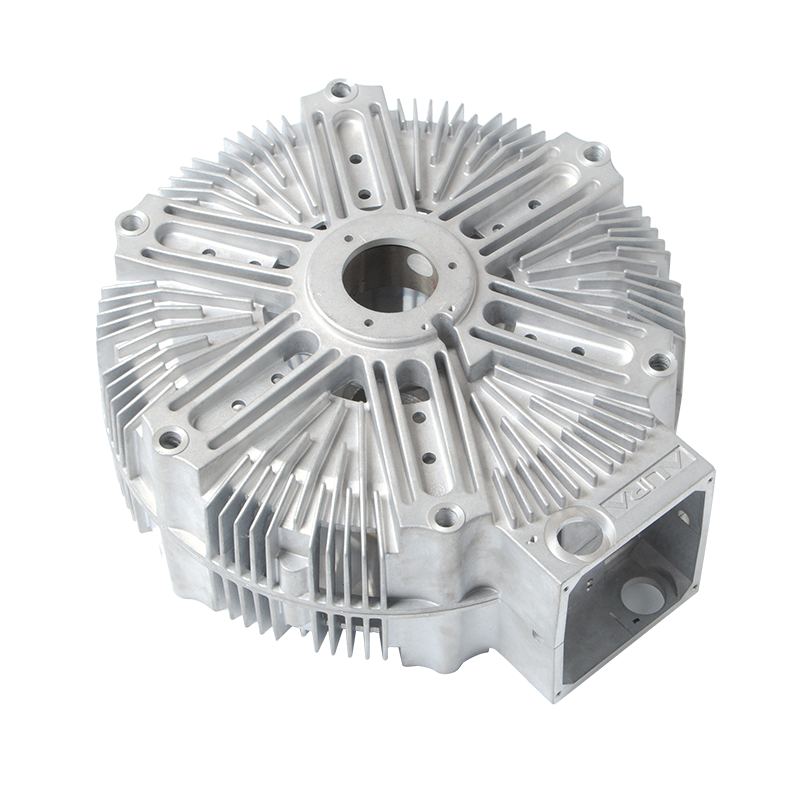
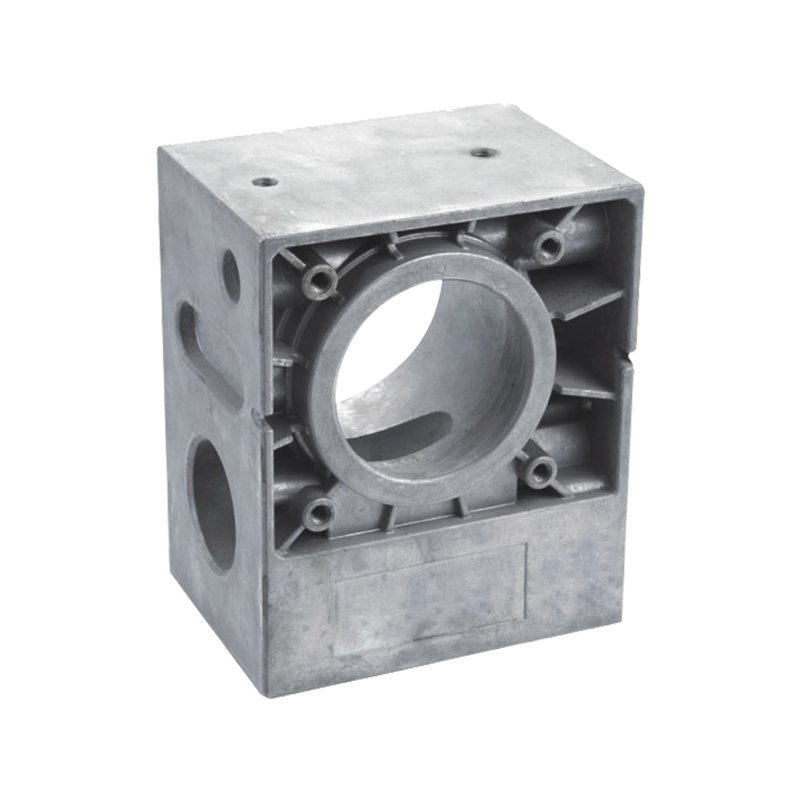
علبة التروس يموت الصب هي عملية تصنيع عالية الضغط يتم فيها حقن سبائك الألومنيوم المنصهرة في قالب فولاذي دقيق (قالب) لإنتاج حاويات نقل معقدة وخفيفة الوزن ودقيقة الأبعاد. تتيح هذه العملية إنتاج أشكال هندسية معقدة - بما في ذلك زعانف التبريد، وأذرع التثبيت، وهياكل الأضلاع الداخلية - والتي قد يكون تحقيقها صعبًا أو باهظ التكلفة من خلال التشغيل الآلي أو طرق الصب الأخرى.
تستخدم العملية عادةً آلات الصب بالقالب ذات الضغط العالي للغرفة الباردة (HPDC) التي تتراوح من 500 إلى 4000 طن من قوة التثبيت، وهي قادرة على إنتاج أغطية علبة التروس بسمك جدار يصل إلى 0.8-1.5 مم مع الحفاظ على تفاوتات أبعاد ضيقة تبلغ ± 0.01 مم بعد التصنيع باستخدام الحاسب الآلي. تختلف أوقات الدورة من 30 ثانية إلى 3 دقائق، اعتمادًا على حجم القطعة، مما يجعلها مثالية لإنتاج السيارات بكميات كبيرة حيث تتجاوز الأحجام السنوية 50000 وحدة.
توفر المكونات الناتجة نسب قوة إلى وزن ممتازة، مع علب تروس نموذجية من الألومنيوم المصبوب تزن 30-40% أقل من مصبوبات الحديد المكافئة مع توفير صلابة كافية للحفاظ على محاذاة التروس تحت أحمال تشغيلية تبلغ 200-500 نيوتن متر من عزم الدوران.
تهيمن سبائك الألومنيوم على تطبيقات مبيت علبة التروس، حيث تمثل A380 وأدك12 وايه 360 اختيارات المواد الأساسية الثلاثة، حيث يقدم كل منها خصائص أداء متميزة تناسب متطلبات تشغيلية محددة.
| سبيكة | محتوى السيليكون | قوة الشد | الخصائص الرئيسية | التطبيقات الأولية |
|---|---|---|---|---|
| A380 | 7.5-9.5% | 324 ميجا باسكال | أفضل سبيكة لجميع الأغراض؛ قابلية صب ممتازة وقابلية للتصنيع ؛ نسبة القوة إلى التكلفة جيدة | علب السيارات العامة، وحالات ناقل الحركة، والأقواس الهيكلية |
| ADC12 | 9.6-12.0% | 310 ميجا باسكال | سيولة متفوقة. ممتاز للأقسام ذات الجدران الرقيقة (0.6-1.2 مم)؛ استقرار الأبعاد العالية | أغلفة إلكترونية معقدة، ومكونات نقل ذات جدران رقيقة، وأجزاء عالية التفاصيل |
| A360 | 9.0-10.0% | 317 ميجا باسكال | مقاومة متفوقة للتآكل. تحسين ضيق الضغط. قوة أفضل في درجات الحرارة العالية | التطبيقات البحرية، ومكونات مجموعة نقل الحركة، والأغطية المغلقة التي تتطلب سلامة الضغط |
| أ383 | 9.5-11.5% | 310 ميجا باسكال | تم تعديل طائرة A380 مع سيولة محسنة للأجزاء ذات الجدران الرقيقة جدًا | علب التروس المعقدة ذات الجدران الرقيقة |
| أ413 | 11.0-13.0% | 295 ميجا باسكال | ضيق الضغط ممتازة والتوصيل الحراري | المكونات الحاملة للسوائل، ومساكن المبادلات الحرارية |
يعتمد ضمان الجودة لمصبوبات علبة التروس على نهج فحص متعدد الطبقات يجمع بين طرق الاختبار البصري والأبعاد وغير المدمرة (NDT) للكشف عن العيوب السطحية والداخلية. نظرًا لأن مبيتات علبة التروس يجب أن تحافظ على سلامة الضغط والموثوقية الهيكلية في ظل التحميل الدوري، فإن بروتوكولات الفحص عادةً ما تحقق معدلات اكتشاف العيوب تتجاوز 99.5% لميزات السلامة المهمة.
تظهر المسامية في مصبوبات علبة التروس المصنوعة من الألومنيوم في المقام الأول كمسامية الغاز (الفراغات الكروية 5-50 ميكرومتر الناتجة عن الهيدروجين المحصور) ومسامية الانكماش (الفراغات غير المنتظمة 10-200 ميكرومتر الناتجة عن انكماش التصلب)، مع الوقاية الفعالة التي تتطلب اتباع نهج على مستوى الأنظمة يجمع بين إعداد الذوبان والتحكم في العمليات وتقنيات الصب المتقدمة.
في حين تهيمن سبائك الألومنيوم على إنتاج مبيت علبة التروس، فإن سبائك المغنيسيوم والزنك توفر بدائل مقنعة لتطبيقات محددة حيث تكون الأولوية لتقليل الوزن أو قدرة التخميد أو اعتبارات التكلفة.
توفر مصبوبات المغنيسيوم كثافة أقل بنسبة 33% من الألومنيوم (1.8 جم/سم3 مقابل 2.7 جم/سم3)، مما يجعلها جذابة لعلب تروس السيارات الكهربائية حيث يؤثر كل كيلوغرام على المدى. يوفر AZ91D قابلية صب ممتازة ومقاومة للتآكل، بينما يوفر AM60B ليونة فائقة ومقاومة للصدمات للتطبيقات الحرجة في حالات التصادم.
توفر سبائك الزنك سيولة استثنائية، مما يتيح سمكًا للجدار يصل إلى 0.4 مم وهندسة معقدة على شكل شبكي مع الحد الأدنى من زوايا السحب. يوفر Zamak 3 قوة شد تصل إلى 280 ميجا باسكال مع ليونة فائقة (استطالة بنسبة 10%) بالمقارنة مع المسبوكات يموت الألومنيوم.
| مادة | الكثافة (جم/سم³) | قوة الشد (MPa) | أقصى درجة حرارة (درجة مئوية) | التكلفة النسبية |
|---|---|---|---|---|
| الألومنيوم A380 | 2.7 | 324 | 200 | 1.0× (خط الأساس) |
| المغنيسيوم AZ91D | 1.8 | 230 | 120 | 2.5× |
| زنك زاماك 5 | 6.6 | 331 | 120 | 0.8× |
يحقق صب الألومنيوم القياسي سمكًا للجدار يتراوح بين 0.8-1.5 مم للمناطق العامة و2.0-4.0 مم لرؤوس التثبيت الهيكلية. بفضل سبيكة ADC12 والبوابات المُحسّنة، يمكن الحصول على أقسام رفيعة تصل إلى 0.6 مم للميزات غير الهيكلية.
لا يمكن معالجة المسبوكات التقليدية ذات الضغط العالي بالحرارة T6 بسبب المسامية الداخلية، مما يسبب تقرحات. ومع ذلك، يمكن للمسبوكات الفراغية ذات مستويات المسامية <0.3٪ أن تخضع بنجاح لعلاج T6 ، تحقيق قوة شد تصل إلى 380 ميجا باسكال.
يصبح الصب بالقالب تنافسيًا من حيث التكلفة أحجام سنوية تتجاوز 5000-10000 وحدة ، مع أقصى قدر من الكفاءة الاقتصادية تصل إلى 50000 وحدة. تحت هذه العتبة، قد يكون صب الرمل أو التصنيع باستخدام الحاسب الآلي أكثر اقتصادا على الرغم من ارتفاع تكاليف الوحدة.
تضيف أنظمة التفريغ 15-25% إلى تكاليف الأدوات و10-15% إلى وقت الدورة، ولكنها تقلل معدلات الخردة من 8-12% إلى 2-4% مع تمكين المعالجة الحرارية واللحام. بالنسبة لمكونات السيارات الهيكلية، يكون تأثير التكلفة الإجمالي محايدًا أو إيجابيًا عند أخذ تحسينات الجودة في الاعتبار.
تحقق الأسطح المصبوبة القياسية Ra 3.2–6.3 ميكرومتر. تشتمل خيارات التشطيب الثانوية على السفع بالخردق (Ra 1.6–3.2 ميكرومتر)، والأكسدة (النوع الثاني الزخرفي أو الطبقة الصلبة من النوع الثالث)، وطلاء المسحوق، والطلاء الإلكتروني، وطلاء تحويل الكرومات للحماية من التآكل.
يطبق اختبار انحلال الضغط ضغط هواء يتراوح بين 0.3-0.6 ميجا باسكال على التجاويف المغلقة، ومراقبة انخفاض الضغط <5% خلال 30 ثانية. يتم استخدام اختبار تسرب الهيليوم (حساسية تبلغ 10⁻⁶ ملي بار · لتر/ ثانية) للمتطلبات القصوى مثل حاويات بطارية السيارة الكهربائية أو أغلفة ناقل الحركة المحكم.
هل أنت مستعد ل تعاون مع جيدا؟
* بريدك الإلكتروني آمن معنا ، نحن لا نتعمل على البريد العشوائي.
منتجات
معلومات الاتصال
nbjd011@126.com
+86-574-86115705
رقم 58 Mold Road ، Daqi Technology Industrial Zone ، Beilun District ، Ningbo