احصل على عرض أسعار
صب الزنك هي عملية تصنيع عالية الضغط حيث يتم حقن سبائك الزنك المنصهرة في قوالب فولاذية صلبة لإنتاج مكونات معدنية معقدة ودقيقة ذات قوة فائقة وتشطيب سطحي. تعمل هذه العملية في درجات حرارة منخفضة نسبيًا (380-420 درجة مئوية) مقارنة بالألمنيوم، مما يتيح دورات إنتاج أسرع وعمرًا أطول للقالب.
يعتبر صب الزنك بالقالب مثاليًا لإنتاج كميات كبيرة من الأجزاء غير الحديدية مع تفاوتات صارمة، بينما يتفوق صب الاستثمار في إنتاج أشكال هندسية معقدة في السبائك ذات درجة الحرارة العالية مثل الفولاذ المقاوم للصدأ.
| مميزة | صب الزنك | صب الاستثمار |
|---|---|---|
| مادة القالب | الفولاذ المقسى (قابل لإعادة الاستخدام) | سيراميك (استخدام واحد) |
| نطاق المواد | غير الحديدية (الزنك والألومنيوم) | الحديدية وغير الحديدية (الصلب، السبائك الفائقة) |
| التسامح (حتى 25 مم) | ± 0.050 مم | ± 0.250 مم |
| معدل الإنتاج | 3-45 طلقة/دقيقة | ساعات لكل جزء |
| حياة الأداة | 150.000 – 1.000.000 طلقة | طلقة واحدة لكل قالب |
| أفضل حجم | حجم كبير (10,000) | حجم منخفض إلى متوسط |
| الانتهاء من السطح | ناعم (Ra ≥ 1.0 ميكرومتر) | ممتاز |
يحقق الصب بالقالب أوقات دورة تصل إلى 45 طلقة في الدقيقة باستخدام آلات متعددة الشرائح، بينما يتطلب الصب الاستثماري خطوات كثيفة العمالة، بما في ذلك إنشاء نمط الشمع وبناء القشرة الخزفية. بالنسبة لمكونات الزنك كبيرة الحجم، يوفر الصب بالقالب كفاءة فائقة من حيث التكلفة على الرغم من ارتفاع تكاليف الأدوات الأولية التي تتراوح بين 15000 إلى 60000 دولار.
توفر سبائك الزنك مقاومة فائقة للصدمات، والتصاق أفضل للطلاء، وتفاوتات أكثر إحكامًا، وعمر قالب أطول مقارنة بالألمنيوم، مما يجعلها الخيار المفضل للمكونات الصغيرة إلى المتوسطة الدقة التي يقل وزنها عن 500 جرام.
ومع ذلك، يظل الألومنيوم مفضلاً للتطبيقات الحساسة للوزن (الكثافة 2.7 جم/سم3 مقابل كثافة الزنك 6.6 جم/سم3) والبيئات عالية الحرارة التي تتجاوز 150 درجة مئوية، حيث تتحلل الخواص الميكانيكية للزنك.
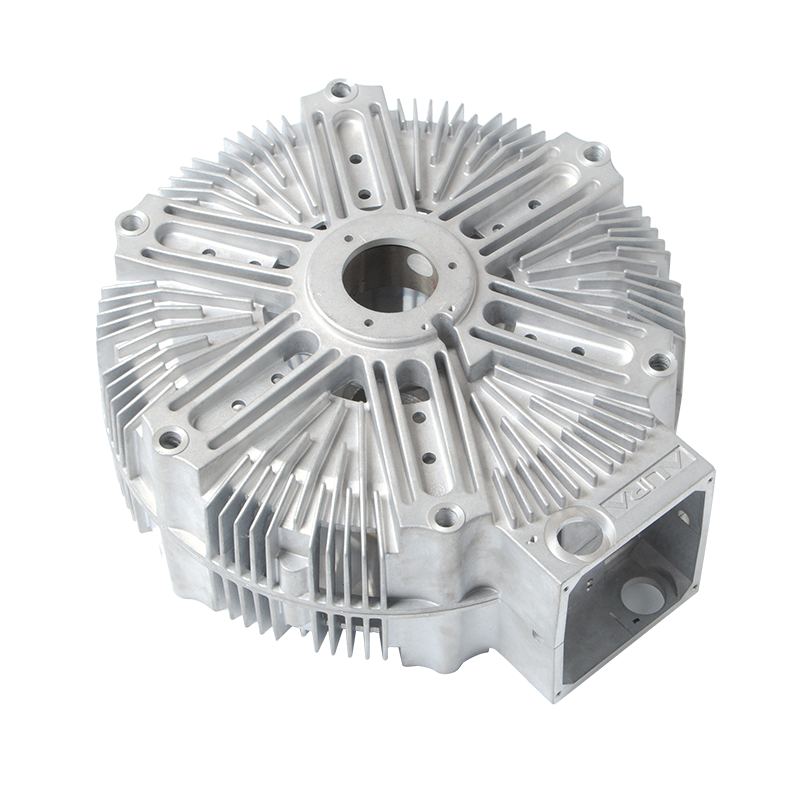
تُستخدم مصبوبات قوالب الزنك في الغالب في التصميمات الداخلية للسيارات، ومساكن الإلكترونيات، ومكونات الأجهزة، والسلع الاستهلاكية حيث تعد الدقة والمتانة وفعالية التكلفة أمرًا بالغ الأهمية.
تُظهر مصبوبات قوالب الزنك نسب قوة إلى وزن ممتازة مع قوة شد تتراوح من 280 ميجا باسكال إلى 390 ميجا باسكال، اعتمادًا على تركيبة السبائك، جنبًا إلى جنب مع مقاومة فائقة للصدمات وصلابة مقارنة بنظيراتها من الألومنيوم.
| الملكية | زاماك 3 | Zamak 5 | زا-8 |
|---|---|---|---|
| الكثافة | 6.6 جم/سم3 | 6.6 جم/سم3 | 6.3 جم/سم3 |
| قوة الشد | ~280 ميجا باسكال | ~ 330 ميجا باسكال | ~ 390 ميجا باسكال |
| قوة العائد | ~210 ميجا باسكال | ~260 ميجا باسكال | ~ 320 ميجا باسكال |
| استطالة | ~10% | ~7% | ~3% |
| صلابة (هب) | 82 | 91 | 120 |
| دقيقة. سمك الجدار | 0.6-3.0 ملم | 0.6-3.0 ملم | 1.0-4.0 ملم |
| حياة الأداة | 500 ألف - 1 مليون طلقة | مماثل | أقل قليلا |
توفر زاماك 3 أفضل توازن بين القوة والليونة مع استطالة بنسبة 10%، مما يجعلها السبيكة الأكثر استخدامًا. يوفر Zamak 5 قوة شد أعلى بنسبة 18% (330 ميجا باسكال) للتطبيقات الهيكلية الأكثر تطلبًا. توفر سبائك ZA ذات المحتوى العالي من الألومنيوم صلابة فائقة (120 HB) ومقاومة التآكل للمكونات شديدة التحمل.
يؤدي التصلب السريع أثناء الصب إلى إنشاء بنية حبيبية معدنية دقيقة تصنع مصبوبات الزنك أقوى من الألومنيوم المصبوب بالرمل 356-T6، والبرونز SAE 40، والحديد الزهر فئة 30 .
يصبح صب قالب الزنك مجديًا اقتصاديًا في 10,000 قطعة لكل طلب ، حيث يمكن إطفاء تكاليف الأدوات التي تتراوح ما بين 15.000 إلى 60.000 دولار أمريكي عبر عملية الإنتاج. بالنسبة للكميات التي تقل عن 5000 وحدة، قد يكون التصنيع باستخدام الحاسب الآلي أو صب الاستثمار أكثر فعالية من حيث التكلفة.
لا، لا يُنصح باستخدام سبائك الزنك للخدمة المستمرة المذكورة أعلاه 95-120 درجة مئوية (اعتمادًا على السبائك)، بحد أقصى مطلق حوالي 150 درجة مئوية. فوق درجات الحرارة هذه، تتدهور الخواص الميكانيكية بشكل كبير بسبب الزحف. بالنسبة لتطبيقات درجات الحرارة العالية، يفضل استخدام الألومنيوم أو الفولاذ المصبوب.
نعم. سبائك الزنك هي قابلة لإعادة التدوير بنسبة 100% دون تدهور الجودة. يمكن إعادة صهر خردة الإنتاج، والمجاري، والمواد الفائضة وإعادة استخدامها على الفور، مما يدعم مبادئ الاقتصاد الدائري ويقلل من هدر المواد مقارنة بعمليات التشغيل الآلي.
تقبل مصبوبات الزنك مجموعة واسعة من التشطيبات، بما في ذلك الطلاء الكهربائي (الكروم والنيكل والزنك)، وطلاء المسحوق، والطلاء، والتلميع، والسفع الرملي . يوفر السطح المصبوب الأملس (Ra ≥ 1.0 μm) قاعدة ممتازة للطلاءات الزخرفية.
يتمتع الزنك بكثافة أعلى (6.6 جم/سم3) مقارنة بالألمنيوم (2.7 جم/سم3)، مما يجعل أجزاء الزنك تقريبًا 2.4 مرة أثقل من مكونات الألومنيوم المكافئة. وهذا يجعل الألومنيوم مفضلاً للتطبيقات ذات الوزن الحرج، بينما يُفضل الزنك للأجزاء الصغيرة الدقيقة حيث تكون القوة وقابلية الصب أكثر أهمية من الوزن.
يحقق صب الزنك القياسي تفاوتات خطية تبلغ ± 0.050 مم للأبعاد حتى 25 مم ، ±0.075 مم حتى 50 مم، و±0.100 مم حتى 75 مم - أكثر إحكامًا بشكل ملحوظ من صب الاستثمار ±0.250 مم لنفس النطاق. يمكن لصب القالب متعدد الشرائح أن يحمل تفاوتات أكثر إحكامًا.
يعتبر الصب بالقالب بالغرفة الساخنة هو السائد بالنسبة للزنك لأن مكبس الحقن يظل مغمورًا في المعدن المنصهر، مما يتيح أوقات دورة 12-20 ثانية ومعدلات إنتاج تصل إلى 4-5 طلقات في الدقيقة. وهذا ممكن بسبب نقطة انصهار الزنك المنخفضة (380-420 درجة مئوية) والتآكل المنخفض، مما يمنع تلف مكونات الماكينة.
هل أنت مستعد ل تعاون مع جيدا؟
* بريدك الإلكتروني آمن معنا ، نحن لا نتعمل على البريد العشوائي.
منتجات
معلومات الاتصال
nbjd011@126.com
+86-574-86115705
رقم 58 Mold Road ، Daqi Technology Industrial Zone ، Beilun District ، Ningbo